Introducción
Allison Transmission, General Motors Corporation es el líder mundial en diseño, fabricación y venta de transmisiones automáticas para uso comercial, sistemas híbridos de propulsión y piezas y servicios relacionados para camiones de carretera, autobuses, equipos todoterreno y vehículos militares. Además de su sede principal en Indianápolis, IN, Allison Transmission, que forma parte de la División de Tren Motriz de GM, tiene oficinas regionales internacionales en Holanda, Japón, China, Singapur y Brasil, y está representada en más de 80 países a través de su red de distribuidores y concesionarios, compuesta por 1.500 miembros.
El concepto de Mantenimiento Total de Motores (TMM) es una estrategia que se utiliza a diario, desde el inventario y la entrega de motores, hasta las pruebas y la fiabilidad de los mismos.
Mantenimiento planificado de la red de calidad
Allison Transmission sigue el proceso de Mantenimiento Planificado de la Red de Calidad (QNPM) de General Motors North American (GMNA) United Auto Workers. Este programa proporciona un proceso común y una estructura coherente para garantizar que el equipo, la maquinaria, las herramientas y las instalaciones funcionan de forma segura y están disponibles para fabricar de forma competitiva los productos necesarios para satisfacer las necesidades de los clientes. Existen principios operativos que definen la dirección fundamental que toma el proceso común QNPM. Se hizo referencia a estos principios a lo largo de todo el proceso de planificación y ejecución para garantizar que todas las actividades se centran en la consecución de los siguientes objetivos:
Proporcionar apoyo y dirección continuos a nivel de GMNA, división y planta
Asegúrate de que fabricación es el propietario y el campeón del mantenimiento planificado.
Crear oportunidades para que todos los empleados participen en el proceso
Aplicar el concepto de participación del operador
Realiza un mantenimiento proactivo.
Alcanzar un rendimiento de categoría mundial en seguridad, calidad, rendimiento y coste.
Apoyar la mejora continua
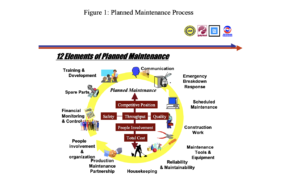
Hay doce elementos interdependientes en el mantenimiento planificado que son parte integrante de un proceso satisfactorio. Cada elemento contribuye y sirve de apoyo a los demás. Los elementos vinculados, en total, constituyen la base del Proceso de Mantenimiento Planificado (Figura 1):
Implicación y organización de las personas
Seguimiento y control financiero
Disponibilidad de recambios
Formación
Comunicaciones
Respuesta a averías de emergencia
Mantenimiento programado
Trabajos de construcción
Disponibilidad de herramientas y equipos de mantenimiento
Fiabilidad y mantenimiento
Limpieza y mantenimiento
Asociación para el Mantenimiento de la Producción
Programa de asociación de proveedores para el motor
Gestión de materias primas es el término que Allison Transmission utiliza para el programa de asociación con nuestro principal proveedor de motores. Algunas de las características clave que se consiguen son la mejora de la calidad del servicio y la reducción de los costes operativos y de inventario. Los motores inventariados de repuesto Allison almacenados se guardan en el almacén del proveedor. Posteriormente, el proveedor se reúne mensualmente con el personal de Allison e informa sobre las compras, las sustituciones, el plazo de entrega y los ahorros duros y blandos (Figura 2).

Al utilizar el Análisis del Circuito del Motor (ACM) como una de las tecnologías (infrarrojos, vibración, ultrasonidos, etc.) dentro del programa de motores, Allison puede atender con mayor precisión las necesidades y expectativas de nuestros clientes. Los motores pueden probarse en minutos, incluso con poca experiencia, antes de desmontarlos y enviarlos al taller de reparación de motores de un proveedor. El análisis de la causa raíz desempeña un papel importante en la evaluación de los motores, tanto con pruebas internas de MCA como con la participación del proveedor. Una vez finalizada la reparación del motor, el proveedor suministra a Allison un Informe de Reparación y Motivo de Reparación. Si el fallo se debe a contaminación, el proveedor del taller de motores recoge una muestra de la contaminación encontrada en el interior de los bobinados del estator y la envía al departamento de tecnología de Allison para que la analicen en el laboratorio. Toda esta información ayuda a la empresa a resolver la causa raíz del problema y los fallos del motor.
En un departamento, un servomotor había fallado diecisiete veces en diez meses. Se llamó al proveedor para que ayudara a determinar una causa raíz y un plan de acción correctiva. El motor estaba en una zona húmeda y dura que tenía mucho líquido refrigerante. El vendedor sugirió un deflector en el eje del motor y un proceso de sellado especial para evitar que los motores fallaran prematuramente. El proveedor de motores de la empresa identificó estas modificaciones con una raya amarilla para indicar que el motor había sido modificado (figura 3). Hasta la fecha, el servomotor no ha vuelto a tener ningún fallo en el bobinado debido a la contaminación.

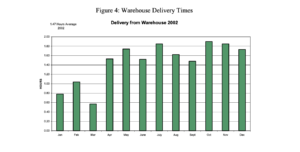
Esta asociación con el taller de reparación de motores ha demostrado ser muy eficaz. Allison tiene la posibilidad de llamar 24 horas al día, siete días a la semana, para que le entreguen un motor almacenado y esté en su muelle en menos de dos horas (Figura 4). El tiempo de respuesta ha sido inestimable para planificar los programas de producción. Allison también tiene acceso a los expertos en la materia de los proveedores de motores. En consecuencia, consideramos al proveedor parte de nuestra caja de herramientas de fiabilidad. Al final, el proveedor del taller de motores responde ante el Equipo de Gestión de Materias Primas de Allison Transmission, que está formado por el representante de QNPM, electricistas del taller de motores y del departamento de fiabilidad, el equipo de piezas de recambio, supervisores de mantenimiento y personas del departamento financiero.
Visión general de la MCA
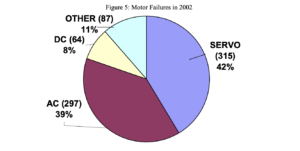
El programa de motores de Allison Transmission es un componente crucial dentro de las operaciones. Con la MCA, los motores que tienen problemas pueden probarse para confirmar el fallo, antes de desmontarlos y enviarlos a reparar. Si no se encuentra un problema en el motor, el electricista ayuda al técnico de servicio a encontrar la causa raíz. Los motores difíciles de instalar se prueban antes de llamar al personal de reparación de la máquina para que los instale. Los motores del almacén del proveedor se auditan trimestralmente con una prueba MCA. Algunas rutas se han establecido debido a averías repetitivas de los motores; estos motores se comprueban mensualmente como parte del proceso de MCA. Los motores con bomba se prueban antes de reconstruir la bomba para determinar si la combinación motor-bomba puede ser más económica de sustituir que de reconstruir. El desglose de los distintos tipos de motores reparados o sustituidos durante 2002 puede verse en la Figura 4.
QNPM CO-CAMPEONES DE MANTENIMIENTO
Según Delbert Chafey, co-campeón de la UAW de Allison, «El uso de la herramienta de análisis del circuito del motor ha supuesto una enorme diferencia en la forma en que hacemos negocios en los servicios de fabricación, y la marea ha cambiado en lo que respecta a las pérdidas ocasionadas por hacer juicios incorrectos, por ejemplo, decidir que un motor está mal y simplemente sustituirlo. Los pedidos de motores de repuesto a nuestro gestor de materias primas han disminuido drásticamente y, como resultado, la organización de servicios de fabricación puede proporcionar a las operaciones un mayor tiempo de actividad de las máquinas. Los resultados son más piezas a un precio más competitivo, una base tecnológica más amplia, un mejor uso del (Análisis de la Causa Raíz del Fallo) RCFA y un mayor nivel de confianza para nuestro grupo tecnológico. Mayor tiempo de actividad + ahorro + técnicos formados + grandes herramientas para nuestra caja de herramientas tecnológicas = éxito. Una gran combinación».
Terry Bowen, co-campeón de QNPM de Allison Transmission, asistió a un seminario sobre análisis de circuitos de motores en el Simposio GM QNPM 2001 y cree que la empresa podría beneficiarse de la implantación de un programa de ACM en el departamento de tecnología. En mayo de 2001, durante una presentación en el taller de motores, Bowen reconoció la importancia de la herramienta e indicó que Allison había comprado tres.
Antes de adquirir los analizadores de circuitos de motores ALL-TEST Pro™, el análisis de motores implicaba muchas conjeturas. En ocasiones, los motores se enviaban a un proveedor sin un diagnóstico completo del problema. Tras las pruebas del proveedor, el informe indicaba «NO SE HA ENCONTRADO NINGÚN PROBLEMA». Ahora, con el programa MCA en funcionamiento, Allison ve más tiempo de funcionamiento de la maquinaria y una disminución de los informes de «NO SE ENCUENTRA EL PROBLEMA».
Aproximadamente 50 trabajadores cualificados de Allison están recibiendo formación sobre la aplicación y el uso de los instrumentos MCA mediante un curso interno de ocho horas impartido por Dave Humphrey. Los oficios implicados en la formación son electricistas, ingenieros estacionarios de centrales eléctricas, aire acondicionado y supervisores de mantenimiento.
Problemas motores
Los fallos del estator del motor detectados mediante el MCA varían entre giro a giro, fase a fase, bobina a bobina, fallos a tierra y fallos del rotor. Los fallos del rotor, que son más frecuentes en los motores de 4160 voltios que en los de 480 voltios, tendrán barras de rotor rotas, excentricidad y huecos de fundición. Observando el ángulo de fase y la frecuencia de la corriente en la unidad ALL-TEST ProTM MCA se pueden identificar fallos en el estátor. Comparando la resistencia de los devanados de cada fase entre sí, se pueden observar conexiones de alta resistencia. Los fallos a tierra pueden detectarse mediante la prueba de aislamiento a tierra. Comparando las lecturas de la impedancia y la inductancia entre sí, se puede observar la contaminación, que puede ser desde líquido refrigerante, aceite y agua hasta bobinados sobrecargados. La contaminación de los servomotores empezará a mostrar sus efectos nocivos meses antes del fallo. La tendencia general es que habrá llamadas de servicio indicando una condición de sobrecorriente en el panel. Después de volver atrás y hacer un seguimiento de las órdenes de trabajo a través del sistema MMC de Allison, lo más probable es que el fallo por sobrecorriente aparezca con más frecuencia, lo que requerirá una orden de trabajo para cambiar los servomotores. Los planificadores de zona han recibido una comunicación alertándoles de la condición de sobrecorriente y de cómo puede detectarse antes de que un servomotor haya fallado por completo. En comparación con una actuación reactiva, el mantenimiento planificado permite evitar costes. Un baño limpio y una cocción del taller de motores son más baratos y eficaces que un rebobinado completo.
La hoja de cálculo de evitación de costes aplicable se reparte secuencialmente por la red QNPM de acuerdo con lo siguiente:
Orden de trabajo MCA enviada
Respuesta al emplazamiento del motor por parte de un electricista
Se realiza y analiza una prueba de MCA y se toma una determinación
Se aplica un plan de acción. Por ejemplo, si un servomotor da buenos resultados con el MCA, se inicia una investigación de la causa raíz para comprobar si hay otras causas del fallo, como un fusible fundido, un SCR, un accionamiento, un cable o un conector al motor. Si se sustituye un cable, se documenta una comparación de costes entre proactivo y reactivo basada en el historial de mantenimiento (Tabla 1).
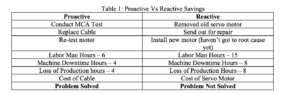
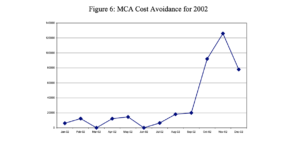
Allison Transmission prefiere el mantenimiento proactivo al reactivo, sobre todo desde el punto de vista económico. Por ejemplo, el ahorro total de costes evitados en Allison atribuible al programa MCA en 2002 fue de 307.664 $ (Figura 6).
PRUEBAS MONOFÁSICAS
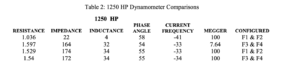
Al probar motores trifásicos, la unidad ALL-TEST Pro™ MCA funciona bien cuando se realizan comparaciones entre devanados. Pero, ¿qué pasa con las pruebas monofásicas? ¿Qué, ya nadie utiliza la monofásica en aplicaciones industriales? Allison utiliza motores de corriente continua, que tienen un conjunto de bobinados de campo (dos hilos) y los interpolares y el inducido (dos hilos) para muchas aplicaciones. El departamento de Pruebas de Ingeniería utiliza dinamómetros de corrientes de Foucault para aplicar una carga simulada a todas las transmisiones fabricadas con fines de prueba, que también tienen 2 juegos de bobinados con sólo 2 cables. ¿Cómo se comparan estos dos dispositivos de cable? Primero realiza una prueba MCA en el bobinado, después almacena la información en la base de datos junto con la información de la placa de características para identificar los motores similares. Por último, compara devanados similares y se revelará el devanado con problemas. (Tabla 2).
Casos prácticos

Figura 7: Prueba de un centro de mecanizado con MCA
Caso práctico 1 Termografía infrarroja (IR)
Un electricista que realizaba una ruta IR predictiva observó un motor caliente. El motor era una bomba de refrigerante de 7,5 caballos en un grupo de cinco máquinas idénticas. Se envió una orden de trabajo para que se realizara un análisis del circuito del motor y posteriormente se completó y analizó el ACM, que no mostró ningún problema con el motor. Se redactó una orden de trabajo para el análisis de vibraciones, y los resultados determinaron que la temperatura había subido debido a un fallo en los cojinetes. Se sustituyó la bomba de refrigerante y la temperatura se ajustó a la del grupo de máquinas. Esta máquina en concreto es un centro de mecanizado de cajas de transmisión. Cuando falla el motor de una bomba de refrigerante, históricamente se produce una pérdida de producción y posiblemente una parada de la operación de montaje.
Caso práctico 2: MCA vs DMM y prueba de aislamiento a tierra
Un electricista que realizaba una ruta IR predictiva observó un motor de 5 CV caliente en una máquina con 4 cabezales de perforación que realiza una operación de taladrado. Se realizó y analizó el ACM y, al comparar las lecturas de impedancia e inductancia, que claramente no estaban en paralelo, los resultados mostraron que los devanados del motor estaban contaminados. La impedancia y la inductancia no se pueden ver con un multímetro digital ni con un comprobador de aislamiento a masa. Tanto la resistencia como la prueba de aislamiento a tierra eran buenas. El motor se envió a reparar, ya que este modelo no está disponible en el almacén. Se realizó una MCA para determinar la razón por la que el motor presentaba esta contaminación. El taller de motores hizo una autopsia completa del motor y, tras abrir las campanas de los extremos, era obvio que el problema era el líquido en los bobinados. El líquido desconocido se vertió en un frasco de muestras. El taller de motores hizo reparaciones exhaustivas en los bobinados, y también aplicó un sellado epoxi en la zona tras determinar que el líquido era una mezcla de refrigerante y aceite hidráulico. El motor fue devuelto e instalado en menos de 24 horas. Esta máquina taladra una serie de orificios en el soporte para la transmisión. Si la máquina hubiera funcionado hasta el fallo total, habría parado la cadena de montaje. Los presupuestos para pedir un motor nuevo eran de tres días.
Caso práctico 3 # 8 Compresor de aire, 4160 voltios 1000 caballos de potencia
El 18 de junio de 2003, los operarios de la central eléctrica proporcionaron datos al departamento de fiabilidad para que revisara y aclarara las lecturas de ALL-TEST IV PRO™ 2000 en el motor de 4160 voltios y 1.000 caballos del compresor de aire n.º 8. Se encontró un desequilibrio resistivo del 84,5%. El motor se probó en el CCM y luego en las orejetas de conexión del motor. Se encontró la mala conexión en los terminales y se corrigió, reduciendo el desequilibrio al 0,17%. Este caso demostró una vez más que la MCA es útil, ya que no hubo que desmontar y volver a montar las conexiones de 4160 voltios del compresor. No fue necesario desmontar el motor y enviarlo al proveedor del taller de motores, McBroom Electric. Esto ahorró el coste de una reparación innecesaria del motor y la pérdida de aire comprimido para algunas de las máquinas de producción.
Conclusión
El Análisis de Circuitos de Motores ha tenido un gran impacto aquí en Allison. Ahora que se acercan los problemas de EPI de la NFPA 70E, el análisis de circuitos de motores fuera de línea es muy valioso y seguro. El mundo del motor quizá se vea ahora de forma diferente a los días en que sólo se utilizaba un multímetro y un comprobador de aislamiento a tierra. Allison Transmission cree y confía en los sistemas que permiten un mantenimiento proactivo de forma sistemática y correcta.
Sobre el autor
Dave Humphrey es un veterano electricista con dieciocho años de experiencia en General Motors. Su padre es contratista eléctrico y Dave empezó a trabajar con su padre a los 10 años. Trabajó para varios contratistas antes de ir a GM. Dave está certificado en análisis de circuitos de motores, termografía infrarroja y análisis de vibraciones. Ha asistido a numerosas clases sobre diagnóstico de motores, ultrasonidos y análisis de causas. Dave es licenciado por la Universidad de Purdue y Maestro Electricista Certificado. Dave ha enseñado motores, transformadores, técnicas de localización de averías y el Código Eléctrico Nacional en el programa de aprendizaje de GM. En la actualidad, Dave imparte clases de análisis de circuitos de motores en Allison. Dave es vicepresidente de Hábitat para la Humanidad en su condado y se encarga del cableado eléctrico de todas las casas del programa. Dave es un hombre de familia y un cristiano muy activo.
READ MORE

