Wprowadzenie
Allison Transmission, General Motors Corporation, jest światowym liderem w projektowaniu, produkcji i sprzedaży komercyjnych automatycznych skrzyń biegów, hybrydowych układów napędowych oraz powiązanych części i usług dla samochodów ciężarowych, autobusów, sprzętu terenowego i pojazdów wojskowych. Poza główną siedzibą w Indianapolis, IN, Allison Transmission, część GM’s Powertrain Division, posiada międzynarodowe biura regionalne w Holandii, Japonii, Chinach, Singapurze i Brazylii i jest reprezentowana w ponad 80 krajach za pośrednictwem sieci 1500 dystrybutorów i dealerów.
Koncepcja Total Motor Maintenance (TMM) to strategia stosowana każdego dnia, począwszy od inwentaryzacji i dostawy silników, aż po ich testowanie i niezawodność.
Planowana konserwacja sieci wysokiej jakości
Allison Transmission stosuje się do procesu General Motors North American (GMNA) United Auto Workers Quality Network Planned Maintenance (QNPM). Program ten zapewnia wspólny proces i spójną strukturę w celu zapewnienia, że sprzęt, maszyny, narzędzia i obiekty działają w bezpieczny sposób i są dostępne do konkurencyjnej produkcji wymaganych produktów w celu zaspokojenia potrzeb klientów. Istnieją zasady operacyjne, które określają podstawowy kierunek wspólnego procesu QNPM. Zasady te były przywoływane w całym procesie planowania i wdrażania, aby zapewnić, że wszystkie działania koncentrują się na osiągnięciu następujących celów:
Zapewnienie bieżącego wsparcia i wskazówek na poziomie GMNA, oddziału i zakładu.
Upewnij się, że dział produkcji jest właścicielem i mistrzem planowanej konserwacji.
Stworzenie wszystkim pracownikom możliwości uczestniczenia w tym procesie.
Wdrożenie koncepcji zaangażowania operatora
Dążenie do proaktywnej konserwacji.
Osiągnięcie światowej klasy wydajności w zakresie bezpieczeństwa, jakości, przepustowości i kosztów.
Wspieranie ciągłego doskonalenia
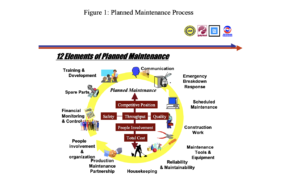
Istnieje dwanaście współzależnych elementów planowanej konserwacji, które są integralną częścią udanego procesu. Każdy element przyczynia się i zapewnia wsparcie dla pozostałych. Łącznie powiązane ze sobą elementy stanowią podstawę procesu planowanego utrzymania ruchu (rysunek 1):
Zaangażowanie ludzi i organizacja
Monitorowanie i kontrola finansowa
Dostępność części zamiennych
Szkolenie
Komunikacja
Reakcja na awarię
Zaplanowana konserwacja
Prace budowlane
Dostępność narzędzi i sprzętu do konserwacji
Niezawodność i łatwość konserwacji
Sprzątanie i czyszczenie
Partnerstwo w zakresie utrzymania produkcji
Partnerstwo dostawców dla programu motoryzacyjnego
Commodity Management to termin, którego Allison Transmission używa w odniesieniu do programu partnerskiego z naszym głównym dostawcą silników. Niektóre z kluczowych cech, które są realizowane, obejmują lepszą jakość usług oraz obniżone koszty operacyjne i magazynowe. Przechowywane zapasowe silniki Allison są przechowywane w magazynie dostawcy. Następnie dostawca spotyka się co miesiąc z personelem Allison i składa raporty dotyczące zakupów, wymiany, czasu dostawy oraz twardych i miękkich oszczędności (rysunek 2).

Wykorzystując analizę obwodu silnika (MCA) jako jedną z technologii (podczerwień, wibracje, ultradźwięki itp.) w ramach programu silnikowego, Allison może dokładniej zaspokajać potrzeby i oczekiwania naszych klientów. Silniki można przetestować w ciągu kilku minut, nawet przy ograniczonym doświadczeniu, przed ich demontażem i wysłaniem do warsztatu dostawcy. Analiza przyczyn źródłowych odgrywa dużą rolę w ocenie silników, zarówno w wewnętrznych testach MCA, jak i przy zaangażowaniu dostawcy. Po zakończeniu naprawy silnika dostawca dostarcza firmie Allison raport dotyczący naprawy i przyczyny naprawy. Jeśli usterka jest spowodowana zanieczyszczeniem, próbka zanieczyszczenia znaleziona wewnątrz uzwojenia stojana jest pobierana przez dostawcę warsztatu silnikowego i przekazywana do działu technologicznego Allison w celu analizy laboratoryjnej. Wszystkie te informacje pomagają firmie w rozwiązaniu pierwotnej przyczyny problemu i awarii silnika.
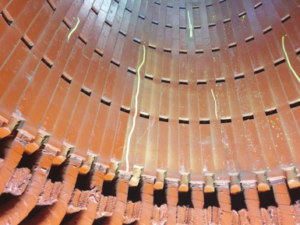
W jednym z działów serwomotor uległ awarii siedemnaście razy w ciągu dziesięciu miesięcy. Dostawca został wezwany do pomocy w ustaleniu przyczyny źródłowej i planu działań naprawczych. Silnik znajdował się w mokrym, trudnym obszarze, w którym było dużo płynu chłodzącego. Dostawca zasugerował zastosowanie zawiesia na wale silnika i specjalnego procesu uszczelniania, aby zapobiec przedwczesnej awarii silników. Dostawca silników firmy oznaczył te modyfikacje żółtym paskiem, aby wskazać, że silnik został zmodyfikowany (rysunek 3). Do tej pory serwomotor nie miał kolejnej awarii uzwojenia spowodowanej zanieczyszczeniem.

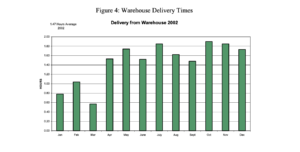
Ta współpraca z warsztatem samochodowym okazała się bardzo skuteczna. Allison ma możliwość dzwonienia 24 godziny na dobę, siedem dni w tygodniu, aby dostarczyć zmagazynowany silnik i umieścić go w doku w ciągu dwóch godzin (rysunek 4). Czas reakcji był nieoceniony przy planowaniu harmonogramów produkcji. Firma Allison ma również dostęp do ekspertów w dziedzinie dostawców silników. W rezultacie uważamy dostawcę za część naszego zestawu narzędzi niezawodności. Ostatecznie dostawca silnika odpowiada przed zespołem ds. zarządzania towarami firmy Allison Transmission, który składa się z przedstawiciela QNPM, elektryków z warsztatu silnikowego i działu niezawodności, zespołu części zamiennych, kierowników utrzymania ruchu i osób z działu finansowego.
Przegląd MCA
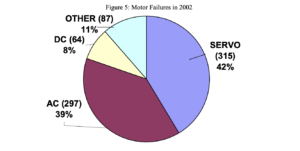
Program silnikowy Allison Transmission jest kluczowym elementem operacji. Dzięki MCA silniki, które mają problemy, mogą być testowane w celu potwierdzenia usterki, zanim zostaną usunięte i wysłane do naprawy. Jeśli problem z silnikiem nie zostanie znaleziony, elektryk pomaga technikowi serwisowemu znaleźć przyczynę. Silniki trudne do zainstalowania są testowane przed wezwaniem personelu zajmującego się naprawą maszyn w celu ich zainstalowania. Silniki w magazynie dostawcy są kontrolowane co kwartał za pomocą testu MCA. Niektóre trasy zostały ustalone ze względu na powtarzające się awarie silników, silniki te są testowane i trendowane co miesiąc w ramach procesu MCA. Silniki z pompami są testowane przed przebudową pompy w celu ustalenia, czy kombinacja silnik-pompa może być bardziej ekonomiczna do wymiany niż do przebudowy. Podział różnych typów silników naprawionych lub wymienionych w 2002 roku można zobaczyć na rysunku 4.
QNPM CO CHAMPS OF MAINTENANCE
Według Delberta Chafey’a, współzałożyciela Allison UAW, „Korzystanie z narzędzia do analizy obwodu silnika spowodowało ogromną różnicę w sposobie prowadzenia działalności w zakresie usług produkcyjnych, a fala strat poniesionych w wyniku dokonywania błędnych ocen, na przykład stwierdzenia, że silnik jest zły i po prostu go wymienić. Zamawianie silników zamiennych przez naszego kierownika ds. towarów drastycznie spadło, w wyniku czego organizacja świadcząca usługi produkcyjne może zapewnić operacjom dłuższy czas sprawności maszyn. Rezultatem jest więcej części w bardziej konkurencyjnych cenach, szersza baza technologiczna, lepsze wykorzystanie (Root Cause Failure Analysis) RCFA i wyższy poziom zaufania dla naszej grupy technologicznej. Większa dyspozycyjność + oszczędności + wyszkoleni handlowcy + świetne narzędzia do naszego zestawu narzędzi technologicznych = sukces. Świetna kombinacja!”
Terry Bowen, współorganizator QNPM w Allison Transmission, uczestniczył w seminarium dotyczącym analizy obwodów silnika podczas Sympozjum GM QNPM w 2001 roku i uważa, że firma mogłaby skorzystać na wdrożeniu programu MCA w dziale technologicznym. W maju 2001 r., podczas prezentacji w sklepie z silnikami, Bowen potwierdził znaczenie tego narzędzia i wskazał, że firma Allison zakupiła trzy sztuki.
Przed zakupem analizatorów obwodów silnika ALL-TEST Pro™ analiza silników wymagała wielu domysłów. Czasami silniki były wysyłane do dostawcy bez pełnej diagnozy problemu. Po przeprowadzeniu testów przez dostawcę, raport zwrotny wskazywał „NIE ZNALEZIONO PROBLEMU”. Teraz, dzięki programowi MCA, Allison odnotowuje dłuższy czas pracy maszyn i spadek liczby raportów „NO PROBLEM FOUND”.
Około 50 wykwalifikowanych pracowników Allison zostało przeszkolonych w zakresie stosowania i używania przyrządów MCA w ramach wewnętrznego ośmiogodzinnego kursu prowadzonego przez Dave’a Humphreya. W szkolenie zaangażowani są elektrycy, inżynierowie stacjonarni elektrowni, klimatyzatorzy i kierownicy utrzymania ruchu.
Problemy z silnikiem
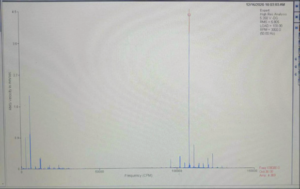
Usterki stojana silnika wykryte za pomocą MCA różnią się od usterek typu „obrót-obrót”, „faza-faza”, „cewka-cewka”, usterek uziemienia i usterek wirnika. Usterki wirnika, które są bardziej powszechne w silnikach 4160 V niż 480 V, będą miały pęknięte pręty wirnika, mimośrodowość i puste odlewy. Spojrzenie na kąt fazowy i częstotliwość prądu na urządzeniu ALL-TEST ProTM MCA może zidentyfikować usterki stojana. Porównując rezystancję uzwojenia każdej fazy można zauważyć połączenia o wysokiej rezystancji. Usterki uziemienia można wykryć za pomocą testu izolacji do uziemienia. Porównując ze sobą odczyty impedancji i indukcyjności, można zaobserwować zanieczyszczenia, od płynu chłodzącego, oleju i wody po przeciążone uzwojenia. Zanieczyszczenia serwomotorów zaczną wykazywać swoje złe skutki na wiele miesięcy przed awarią. Ogólna tendencja jest taka, że pojawiają się zgłoszenia serwisowe wskazujące na stan nadprądowy w panelu. Po cofnięciu się i prześledzeniu zleceń pracy za pośrednictwem systemu Allison CMM, usterka nadprądowa będzie najprawdopodobniej pojawiać się częściej, a następnie będzie wymagać zlecenia pracy w celu wymiany serwomotorów. Planiści obszaru otrzymali komunikat ostrzegający ich o stanie nadprądowym i sposobie jego wykrycia przed całkowitą awarią serwomotoru. W porównaniu do działań reaktywnych, planowana konserwacja pozwala uniknąć kosztów. Czyste zanurzenie i wypalenie w warsztacie silnikowym jest tańsze i bardziej wydajne niż całkowite przewinięcie.
Odpowiedni arkusz kalkulacyjny unikania kosztów jest sekwencyjnie dzielony w sieci QNPM zgodnie z poniższymi zasadami:
Wysłano zlecenie pracy MCA
Reakcja elektryka w miejscu instalacji silnika
Test MCA jest przeprowadzany i analizowany, a następnie dokonywane jest ustalenie
Wdrażany jest plan działania. Na przykład, jeśli serwomotor przejdzie pomyślnie testy przy użyciu MCA, rozpoczyna się badanie przyczyn źródłowych w celu sprawdzenia innych przyczyn usterki, takich jak przepalony bezpiecznik, SCR, napęd, kabel lub złącze do silnika. W przypadku wymiany kabla dokumentowane jest porównanie kosztów proaktywnych i reaktywnych w oparciu o historię konserwacji (Tabela 1).
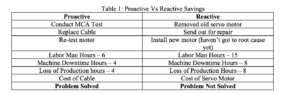
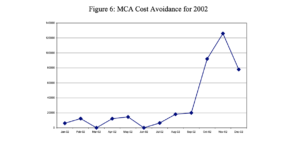
Allison Transmission preferuje konserwację proaktywną w porównaniu z reaktywną, szczególnie z perspektywy finansowej. Na przykład, całkowite oszczędności w firmie Allison wynikające z programu MCA w 2002 r. wyniosły 307 664 USD (rysunek 6).
TESTOWANIE JEDNOFAZOWE
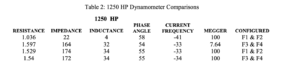
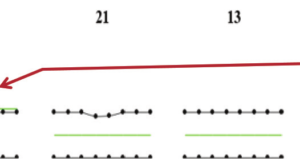
Podczas testowania silników trójfazowych, urządzenie ALL-TEST Pro™ MCA działa dobrze podczas wykonywania porównań między uzwojeniami. Ale co z testowaniem pojedynczej fazy? Co, nikt już nie używa pojedynczej fazy w zastosowaniach przemysłowych? Allison wykorzystuje silniki prądu stałego, które mają zestaw uzwojeń polowych (dwa przewody) oraz bieguny pośrednie i twornik (dwa przewody) w wielu zastosowaniach. Dział testów inżynieryjnych wykorzystuje dynamometry wiroprądowe w celu symulowania obciążenia wszystkich produkowanych przekładni do celów testowych, które również mają 2 zestawy uzwojeń z zaledwie 2 przewodami. Jak porównuje się te dwa urządzenia przewodowe? Najpierw należy przeprowadzić test MCA na uzwojeniu, a następnie zapisać informacje w bazie danych wraz z informacjami z tabliczki znamionowej, aby zidentyfikować podobne silniki. Na koniec należy porównać podobne uzwojenia, a uzwojenie z problemami zostanie ujawnione. (Tabela 2).
Studia przypadków

Rysunek 7: Testowanie centrum obróbczego z MCA
Studium przypadku 1 Termografia w podczerwieni (IR)
Elektryk wykonujący predykcyjną trasę IR zauważył gorący silnik. Silnik był pompą chłodziwa o mocy 7,5 KM w grupie pięciu identycznych maszyn. Złożono zlecenie przeprowadzenia analizy obwodu silnika, a następnie przeprowadzono analizę MCA, która nie wykazała żadnych problemów z silnikiem. Złożono zamówienie na analizę drgań, a wyniki wykazały, że temperatura wzrosła z powodu usterki łożyska. Pompa chłodziwa została wymieniona, a temperatura powróciła do normy. Ta konkretna maszyna to centrum obróbcze skrzyń biegów. W przypadku awarii silnika pompy chłodziwa w przeszłości dochodziło do utraty produkcji i ewentualnego zamknięcia operacji montażu.
Studium przypadku 2: MCA vs DMM i test izolacji do uziemienia
Elektryk wykonujący predykcyjną trasę IR zauważył gorący silnik o mocy 5 koni mechanicznych w maszynie z 4 głowicami wiertarskimi, wykonującej operację wiercenia. Wykonano i przeanalizowano MCA, a porównując odczyty impedancji i indukcyjności, które wyraźnie nie były równoległe, wyniki wykazały, że uzwojenia silnika były zanieczyszczone. Impedancji i indukcyjności nie można sprawdzić za pomocą multimetru cyfrowego lub testera izolacji do masy. Zarówno rezystancja, jak i test izolacji do masy były dobre. Silnik został wysłany do naprawy, ponieważ ten model nie jest dostępny w magazynie. Przeprowadzono badanie MCA w celu ustalenia przyczyny zanieczyszczenia silnika. Warsztat wykonał pełną autopsję silnika, a po otwarciu dzwonów końcowych okazało się, że problemem był płyn w uzwojeniach. Nieznany płyn został przelany do butelki z próbką. Warsztat silnikowy dokonał rozległych napraw uzwojeń, a także zastosował uszczelnienie epoksydowe w tym obszarze po ustaleniu, że płyn był mieszanką płynu chłodzącego i oleju hydraulicznego. Silnik został zwrócony i zamontowany w mniej niż 24 godziny. Maszyna ta wywierciła serię otworów na nośniku dla przekładni. Gdyby maszyna uległa całkowitej awarii, spowodowałoby to zamknięcie linii montażowej. Czas oczekiwania na nowy silnik wynosił trzy dni.
Studium przypadku 3 # 8 Sprężarka powietrza, 4160 V, 1000 KM
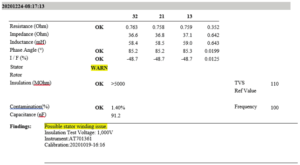
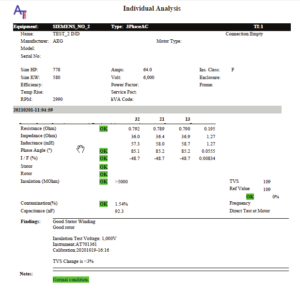
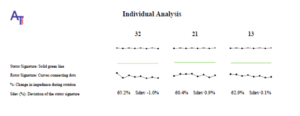
W dniu 18 czerwca 2003 r. handlowcy elektrowni dostarczyli dane do działu niezawodności w celu przeglądu i wyjaśnienia odczytów ALL-TEST IV PRO™ 2000 na 4160-woltowym, 1000-konnym silniku sprężarki powietrza #8. Stwierdzono niewyważenie rezystancyjne na poziomie 84,5%. Silnik został przetestowany na MCC, a następnie na końcówkach przyłączeniowych silnika. Złe połączenie na końcówkach zostało znalezione i skorygowane, zmniejszając niewyważenie do 0,17%. Ten przypadek ponownie pokazał, że MCA jest przydatna, ponieważ połączenia 4160 V w sprężarce nie musiały być rozbierane i składane z powrotem. Silnik nie musiał być demontowany i wysyłany do dostawcy, firmy McBroom Electric. Zaoszczędziło to kosztów niepotrzebnej naprawy silnika i utraty sprężonego powietrza dla niektórych maszyn produkcyjnych.
Wnioski
Analiza obwodów silnika wywarła wpływ na firmę Allison. Wraz ze zbliżającymi się kwestiami NFPA 70E PPE, analiza obwodów silnika poza linią jest bardzo cenna i bezpieczna. Świat silników będzie teraz być może postrzegany inaczej niż w czasach, gdy używano tylko multimetru i testera izolacji do uziemienia. Allison Transmission wierzy i ufa systemom, które konsekwentnie i prawidłowo pozwalają na proaktywną konserwację.
O autorze
Dave Humphrey jest osiemnastoletnim czeladnikiem elektrykiem w General Motors. Jego ojciec jest elektrykiem, a Dave zaczął pracować z ojcem w wieku 10 lat. Przed przejściem do GM pracował dla różnych wykonawców. Dave jest certyfikowany w zakresie analizy obwodów silnika, termografu na podczerwień i analizy drgań. Uczestniczył w licznych zajęciach z zakresu diagnostyki silników, ultradźwięków i analizy przyczyn źródłowych. Dave jest absolwentem Uniwersytetu Purdue i certyfikowanym głównym elektrykiem. Dave uczył silników, transformatorów, technik rozwiązywania problemów i National Electrical Code w programie praktyk GM. Obecnie Dave prowadzi zajęcia z analizy obwodów silnika w firmie Allison. Dave jest wiceprezesem Habitat For Humanity w swoim hrabstwie i zapewnia okablowanie elektryczne dla wszystkich domów w programie. Dave jest bardzo aktywnym człowiekiem rodzinnym i chrześcijaninem.
READ MORE


 Zestaw ALL-TEST PRO™ MD
Zestaw ALL-TEST PRO™ MD
