Introduction
Allison Transmission, General Motors Corporation is the world leader in design, manufacture and sales of commercial-duty automatic transmissions, hybrid propulsion systems, and related parts and services for on-highway trucks, buses, off-highway equipment and military vehicles. Aside from its primary location in Indianapolis, IN, Allison Transmission, part of GM’s Powertrain Division, has International regional offices in The Netherlands, Japan, China, Singapore and Brazil and is represented in more than 80 countries via its 1500-member distributor and dealer network.
The Total Motor Maintenance (TMM) concept is a strategy that is used every day from motor inventory and delivery, to testing and reliability of motors.
Quality Network Planned Maintenance
Allison Transmission follows the General Motors North American (GMNA) United Auto Workers Quality Network Planned Maintenance (QNPM) process. This program provides a common process and consistent structure to ensure that equipment, machinery, tools and facilities operate in a safe manner and are available to competitively produce the required products to meet customer needs. There are operating principles that define the fundamental direction the QNPM common process takes. These principles were referenced throughout the planning and implementation process to ensure that all activities are focused on achieving the following objectives:
Provide on going support and direction at the GMNA, division, and plant levels
Ensure that manufacturing is the owner and champion of planned maintenance.
Create opportunities for all employees to participate in the process
Implement the operator involvement concept
Pursue proactive maintenance.
Achieve world-class performance in safety, quality, throughput and cost.
Support continuous improvement
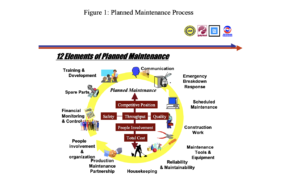
There are twelve interdependent elements in planned maintenance that are integral to a successful process. Each element contributes to and provides support for the others. The linked elements, in total, provide the base for the Planned Maintenance Process (Figure 1):
People Involvement and Organization
Financial Monitoring and Control
Spare Parts Availability
Training
Communications
Emergency Breakdown Response
Scheduled Maintenance
Construction Work
Maintenance Tools and Equipment Availability
Reliability and Maintainability
Housekeeping and Cleaning
Production Maintenance Partnership
Supplier Partnership for Motor Program
Commodity Management is the term that Allison Transmission uses for the partnership program with our primary motor supplier. Some of the key features that are realized include improved quality of service and reduced operating and inventory costs. The stored Allison spare inventoried motors are kept at supplier’s warehouse. Subsequently, the supplier meets monthly with Allison personnel and reports on purchases, replacements, delivery time and hard and soft savings (Figure 2).

By using Motor Circuit Analysis (MCA) as one of the technologies (infrared, vibration, ultrasonics, etc.) within the motor program, Allison can more accurately serve our customers’ needs and expectations. Motors can be tested in minutes, even with limited experience, prior to removing and sending them out to a supplier’s motor repair shop. Root cause analysis plays a large role in evaluating the motors with both internal MCA testing and the supplier’s involvement. Upon completion of the motor repair, the supplier supplies Allison with a Repair and a Reason for Repair Report. If the fault is due to contamination, a sample of the contamination found inside the stator windings is collected by the motor shop supplier and passed on to Allison’s technology department for lab analysis. All of this information assists the company in resolving the root cause of the motor problem and failures.
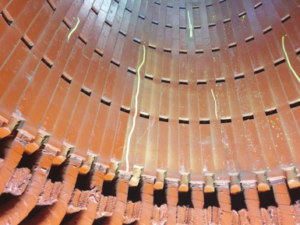
In one department, a servomotor had failed seventeen times in ten months. The supplier was called in to assist in determining a root cause and a corrective action plan. The motor was in a wet harsh area that had a lot of coolant fluid. The vendor suggested a slinger on the motor shaft and a special seal process to keep the motors from prematurely failing. The company’s motor supplier identified these modifications with a yellow stripe to indicate the motor was modified (Figure 3). To date the servomotor has not had another winding failure due to contamination.

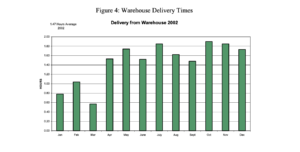
This partnership with the motor repair shop has proven to be very effective. Allison has the ability to call 24 hours a day, seven days a week in order to have a stored motor delivered and on its dock within two hours (Figure 4). The response time has been invaluable in planning production schedules. Allison also has access to the motor supplier subject matter experts. As a result, we consider the supplier part of our reliability toolbox. In the end, the motor shop supplier answers to Allison Transmission’s Commodity Management Team, which is comprised of the QNPM rep, electricians from the motor shop and reliability department, the spare parts team, maintenance supervisors and individuals from the finance department.
MCA Overview
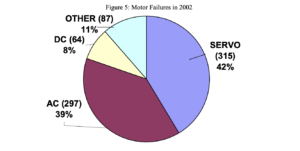
Allison Transmission’s motor program is a crucial component within operations. With MCA motors that have problems can be tested to confirm the fault, before being removed and sent out for repair. If a motor problem is not found, the electrician helps the service technician find a root cause. Motors that are difficult to install are tested prior to calling machine repair personnel for installation. Motors in the supplier’s warehouse are audited on a quarterly basis with an MCA test. Some routes have been established due to repetitive motor failures, these motors are tested and trended monthly as part of the MCA process. Motors with pumps are tested prior to rebuilding the pump in order to determine if the motor pump combination may be more economical to replace then to rebuild. The breakdown of the different types of motors repaired or replaced during 2002 can be seen in Figure 4.
QNPM CO CHAMPS OF MAINTENANCE
According to Delbert Chafey, the Allison UAW co-champion, “Using the motor circuit analysis tool has made a tremendous difference in the way we do business in manufacturing services, and the tide has turned regarding losses incurred from making incorrect judgments, for example, deciding a motor is bad and simply replacing it. The ordering of replacement motors from our commodity manager have dropped off dramatically and as a result the manufacturing services organization can provide operations with greater machine uptime. The results are more parts at a more competitive price, a wider technology base, a better use of (Root Cause Failure Analysis) RCFA and a greater level of confidence for our technology group. Greater uptime + savings + trained tradespersons + great tools for our technology toolbox = success. A great combination!”
Terry Bowen, Allison Transmission QNPM co-champion, attended a motor circuit analysis seminar at the 2001 GM QNPM Symposium and believes the company could benefit from implementing an MCA program in the technology department. In May 2001, during a presentation in the motor shop, Bowen acknowledged the importance of the tool and indicated Allison has purchased three.
Prior to purchasing the ALL-TEST Pro™ motor circuit analyzers, analyzing motors involved a lot of guesswork. Occasionally, motors would be sent to a supplier without a complete diagnosis of a problem. After testing by the supplier, a report back would indicate ‘NO PROBLEM FOUND. Now with the MCA program in operations, Allison sees more uptime on machinery and a decrease in ‘NO PROBLEM FOUND’ reports.
Approximately 50 Allison skilled trades personnel are being trained in the application and use of MCA instruments via an internal eight-hour course taught by Dave Humphrey. The trades involved in the training are electricians, powerhouse stationary engineers, air conditioning and maintenance supervisors.
Motor problems
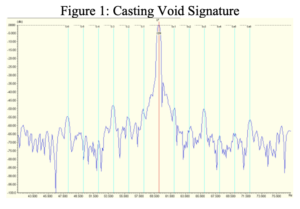
Motor stator faults found by using MCA vary from turn-to-turn, phase-to-phase, coil-to-coil, ground faults, and rotor faults. Rotor faults, which are more common in 4160-volt motors rather than 480 volt, will have broken rotor bars, eccentricity and casting voids. Looking at the phase angle and current frequency on the ALL-TEST ProTM MCA unit can identify stator faults. By comparing the winding resistance of each phase to one another high resistance connections can be seen. Ground faults can be seen by the insulation to ground test. By comparing the impedance and the inductance readings to each other, contamination can be observed and can range from coolant fluid, oil and water to overloaded windings. The contamination on servo motors will start showing their ill effects months prior to failure. The general trend is that there will be service calls indicating an over-current condition on the panel. After going back and tracking work orders through the Allison CMM system, the over current fault will most likely appear more frequently, then requiring a work order to change servo motors. Area planners have received communication alerting them to the over-current condition and how it can be detected before a servomotor has completely failed. Compared to a reactive course of action, planned maintenance provides for cost avoidance. A clean dip and a bake from the motor shop are cheaper and more efficient than a complete rewind.
The applicable cost avoidance spreadsheet is sequentially shared across the QNPM network according to the following:
MCA work order dispatched
Response to the motor site by an electrician
An MCA test is conducted and analyzed and a determination is made
An action plan is implemented. For example, if a servo motor tests good using MCA, a root cause investigation is initiated to check for other causes of the fault such as a blown fuse, SCR, drive, cable or connecter to the motor. If a cable is replaced, a cost comparison between proactive and reactive is documented based upon maintenance history (Table 1).
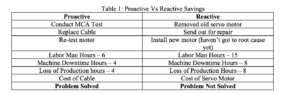
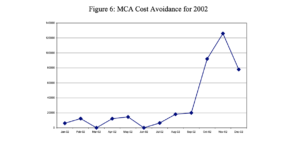
Allison Transmission prefers proactive vs. reactive maintenance particularly from a financial perspective. For instance, the total cost savings avoidance at Allison attributable to the MCA program in 2002 was $307,664 (Figure 6).
SINGLE PHASE TESTING
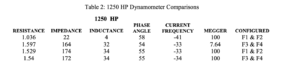
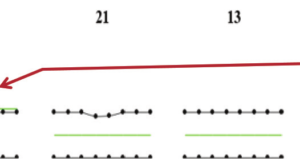
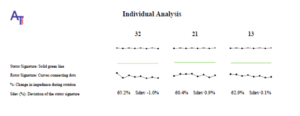
When testing three-phase motors, the ALL-TEST Pro™ MCA unit works well when performing comparisons between windings. But what about testing single phase? What, no one uses single phase in industrial applications anymore? Allison uses DC motors, which have a set of field windings (two wires) and the interpoles and armature (two wires) for many applications. The Engineering Test department uses eddy current dynamometers in order to put a simulated load on all manufactured transmissions for testing purposes, which also have 2 sets of windings with just 2 wires. How are these two wire devices compared? First an MCA test on the winding, next store the information in the database along with the nameplate information to identify like motors. Finally, compare like windings and the winding with problems will be revealed. (Table 2).
Case Studies

Figure 7: Testing A Machining Center with MCA
Case Study 1 Infrared Thermography (IR)
An electrician running a predictive IR route noticed a hot motor. The motor was a 7.5 horsepower coolant pump in a group of five identical machines. A work order was submitted for a motor circuit analysis to be conducted and subsequently the MCA was completed and analyzed showing no problems with the motor. A work order for vibration analysis was written, and the results determined that the temperature was driven up due to a bearing fault. The coolant pump was replaced and the temperature was in line with the group of machines. This particular machine is a machining center for transmission cases. When a coolant pump motor fails, historically there would be a loss of production and possible an assembly operation shut down.
Case Study 2: MCA vs DMM & Insulation to Ground Test
An electrician running a predictive IR route noticed a hot 5 horsepower motor on a machine with 4 drill heads that performs a drilling operation. The MCA was performed and analyzed and by comparing the impedance and inductance readings, which were clearly not in parallel, the results showed the motor windings were contaminated. Impedance nor inductance cannot be seen with a DMM or an insulation to ground tester. Both the resistance and the insulation to ground test were good. The motor was sent for repairs as this model is not available in the warehouse. MCA was performed to determine the reason why the motor had this contamination. The motor shop did a full autopsy on the motor, and, after cracking open the end bells it was obvious that the problem was fluid in the windings. The unknown liquid was poured into a sample bottle. The motor shop did extensive repairs on the windings, and also applied an epoxy seal to the area after determining the liquid to be a mix of coolant and hydraulic oil. The motor was returned and installed in less than 24 hours. This machine drills a series of holes on the carrier for the transmission. If the machine had run to complete failure, it would have shut down the assembly line. Ordering estimates on a new motor were three days.
Case Study 3 # 8 Air Compressor, 4160 volt 1000 horsepower
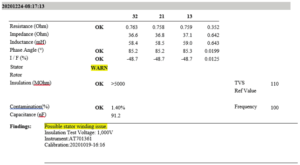
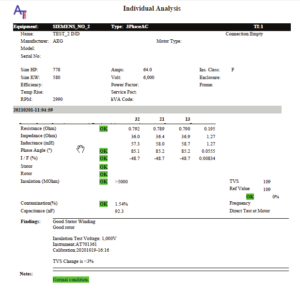
On June 18, 2003 the power house tradesmen provided data to the reliability department for review and clarification of ALL-TEST IV PRO™ 2000 readings on the 4160-volt, 1,000-horsepower motor on #8 air compressor. A resistive unbalance of 84.5% was found. The motor was tested at the MCC then at the motor connection lugs. The bad connection at the lugs was found and corrected, reducing the unbalance to 0.17%. This case again showed that MCA is useful, as the 4160-volt connections at the compressor did not have to be taken apart and put back together. The motor did not have to be removed and sent to the motor shop supplier, McBroom Electric. This saved the cost of an unnecessary motor repair and the loss of compressed air for some of the production machines.
Conclusion
Motor Circuit Analysis has made an impact here at Allison. With the NFPA 70E PPE issues approaching, off line motor circuit analysis is very valuable and safe. The motor world will now perhaps be viewed differently from the days of just using a multi-meter and an insulation-to-ground tester. Allison Transmission believes and trusts systems that consistently and correctly allows for proactive maintenance.
About the Author
Dave Humphrey is an eighteen-year veteran journeymen electrician with General Motors. His father is an electrical contractor and Dave started working with his father at age 10. He worked for a variety of contractors prior to going to GM. Dave is certified in motor circuit analysis, infrared thermograph and vibration analysis. Has attended numerous classes on motor diagnostics, ultrasound and root cause analysis. Dave is a graduate of Purdue University and a Certified Master Electrician. Dave has taught motors, transformers, troubleshooting techniques and the National Electrical Code in the GM apprenticeship program. Presently Dave teaches motor circuit analysis classes at Allison. Dave is a Vice President of Habitat For Humanity in his county and provides electrical wiring for all the homes in the program. Dave is a very active family man and Christian.
READ MORE


 ALL-TEST PRO™ MD Kit
ALL-TEST PRO™ MD Kit
